


JDB650 Zelf-smerende messing bus olievrije lager
JDB650 Zelf-smerende messing bus olievrije lager zijn gemaakt van geavanceerde z...

















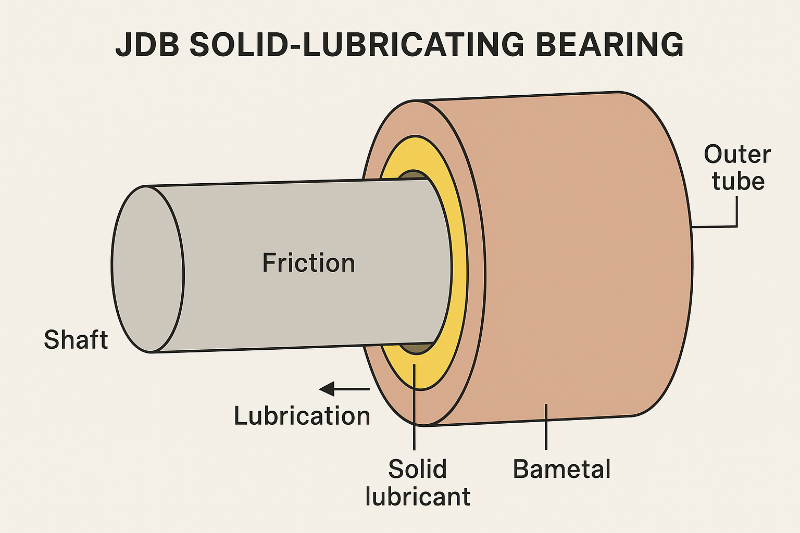
JDB vast ingelegde gesmeerde lagers worden vervaardigd met behulp van een hoge sterkte koperlegering als basismateriaal. Op basis van specifieke bedrijfsomstandigheden is het werkoppervlak precisiemachines met gaten, die vervolgens worden gevuld met een precies geproportioneerde mix van vaste smeermiddelen.
De koperlegering van hoge sterkte zorgt voor een uitzonderlijke belastingdragende capaciteit, terwijl de ingebedde vaste smeermiddelen met lage wrijvingsoppervlakken creëren.
Onder droge wrijvingsomstandigheden hebben deze lagers een pre-bubbelde film op hun oppervlak. Dit ontwerp maakt een snelle overdracht van vaste smeermiddel naar de andere component mogelijk, waardoor een effectieve vaste smeerlaag wordt vastgesteld.


Shuangnuo is opgericht in 2014 en heeft 10 jaar ervaring in de sector.
Een sterke productiecapaciteit zorgt ervoor dat we de materiaalproductie voor onze klanten zo snel mogelijk kunnen organiseren en de productiecycli kunnen verkorten.
Wereldwijd hebben we meer dan 5.000 coöperatieve klanten.
In waterbouwkundige en maritieme toepassingen is de keuze van lagermaterialen een kritische factor voor de levensduur van het systeem. De...
Op het gebied van de machinebouw heeft de transitie naar een onderhoudsvrij bedrijf de positie van de machine gepositioneerd zelf...
In de moderne industriële techniek worden mechanische systemen steeds vaker ingezet op onbereikbare of gevaarlijke locaties – van diepzee...
In de zwaar belaste omgevingen van zware industriële machines bepaalt de keuze van de lagertechnologie niet alleen de uptime van de appar...

Bij industriële toepassingen met hoge belasting en lage snelheid heeft de transitie naar onderhoudsvrije componenten prioriteit gegeven a...



JDB massief smerende lagers zijn een soort zelfsmerend lager. Hun kernprincipe is het inbedden van vaste smeermiddelen in het lagermateriaal om smering te bereiken, waardoor wrijving en slijtage worden verminderd. In tegenstelling tot traditionele vetsmering kunnen vaste smeerlagers een stabiele wrijvingscoëfficiënt behouden in droge omgevingen of omgevingen met hoge temperaturen.
Zhejiang Shuangnuo Bearing Technology Co., Ltd. is gespecialiseerd in de ontwikkeling en productie van verschillende zelfsmerende koperlegeringsproducten. De massief smerende lagers hebben doorgaans de volgende kenmerken
| Materiaal Type | Productieproces | Eigenschappen | Toepassingsvoordelen |
|---|---|---|---|
| Brass | Centrifugaal gieten, continugieten, metaalvormgieten | Goede thermische geleidbaarheid, eenvoudige bewerking, corrosiebestendig | Lage tot middelzware lagers, lichte machines |
| Aluminium Brons | Centrifugaal gieten, continugieten | Hoge sterkte, goede slijtvastheid, corrosiebestendig | Hoge belasting, slaglastlagers |
| Tin Bronze | Centrifugaal gieten, continugieten | Sterke slijtvastheid, lage wrijvingscoëfficiënt | Draagtoepassingen met lange levensduur |
| Bimetaal | Sintertechnologie | Metaalsubstraat zelfsmerende laag, combineert sterkte en smeringsprestaties | Hoge snelheid, hoge belasting, speciale bedrijfsomstandigheden |
| Parameter | Messing Zelfsmerende Lager | Aluminium Brons Self-Lubricating Bearing | Tin Brons Zelfsmerend Lager | Bimetaal Bearing |
|---|---|---|---|---|
| Toegestane belasting (MPa) | 50-80 | 100-150 | 80-120 | 120-200 |
| Wrijvingscoëfficiënt μ | 0,05-0,12 | 0,04-0,10 | 0,03-0,08 | 0,03-0,06 |
| Bedrijfstemperatuur (°C) | -50 ~ 150 | -50 ~ 300 | -50 ~ 200 | -50 ~ 350 |
| Corrosieweerstand | Medium | High | High | High |
| Service Life | Medium | High | High | Zeer Hoog |
JDB vaste smeerlagers bereiken zelfsmering door ingebedde vaste smeermiddelen. Gecombineerd met de geavanceerde giet - en bewerkingsprocessen van Zhejiang Shuangnuo Bearing Technology Co., Ltd. , deze lagers behouden stabiele prestaties onder hoge belasting, hoge temperatuur en complexe bedrijfsomstandigheden. Strenge grondstoffen- en productiecontroles zorgen voor een uitstekende slijtvastheid, een lage wrijvingscoëfficiënt en een lange levensduur. Met aangepaste ontwerpoplossingen kunnen lagers verder perfect aansluiten bij de toepassingen van de klant, waardoor Zhejiang Shuangnuo een toonaangevend bedrijf is in de binnenlandse zelfsmerende lagerindustrie.
Wij leveren professionele diensten aan groothandelaren, distributeurs, agenten en kledingfabrieken die gespecialiseerd zijn in reserveonderdelen voor naaimachines.

Maakt gebruik van geavanceerde processen zoals centrifugaalgieten, continu giet- en metalen schimmelgieten om een stabiele en betrouwbare productkwaliteit te garanderen.

Uitgebreide monitoring tijdens het gietproces, de implementatie van drie stadia van spectrometer -detectie (vóór, tijdens en na gieten) om de nauwkeurigheid en consistentie van materiaalsamenstelling te waarborgen.

Uitgerust met meer dan 80 geavanceerde CNC -machines, CNC -draaibanken en bewerkingscentra om geïntegreerde productie te bereiken van materialen tot eindproducten.

Kan gezaghebbende testrapporten bieden voor klanten in nood, waardoor producten voldoen aan de strikte mechanische prestatienormen.

Biedt gepersonaliseerde ontwerp- en aanpassingsdiensten op basis van de productkenmerken van klanten en applicaties, het selecteren en creëren van geschikte zelf-tot-fencricerende lagers voor hun producten.

Houdt zich aan de bedrijfsfilosofie van "matiging en harmonie, integriteit als de basis", gericht op klanttevredenheid en streven naar een uitstekend merk.






![]()
Zhejiang Shuangnuo Bearing Technology Co., Ltd. Gespecialiseerd in de productie van diverse zelf-smerende koperlegeringsproducten, zoals: Lagerbussen met vast smeermiddel.
© 2024 Zhejiang Shuangnuo Bearing Technology Co., Ltd.
op maat gemaakt Fabrikanten van vaste smeerlagers
